歡迎來到(dào)東莞市花季传媒网站密封件有限公(gōng)司官網!

21年機械設備密封解決方案(àn)
專注大型密封圈研(yán)發(fā)、定製、生(shēng)產
密封圈定製專線
18046903016
0769-86381996

歡迎來到(dào)東莞市花季传媒网站密封件有限公(gōng)司官網!
21年機械設備密封解決方案(àn)
專注大型密封圈研(yán)發(fā)、定製、生(shēng)產
密封圈定製專線
18046903016
0769-86381996
NONSTANDARD CUSTOM CLASS
OIL SEAL
VACUUM CHUCK
SEALING RING
METAL PLASTIC BAGS
 新聞資訊
新聞資訊
發(fā)布時間:2021-12-01 瀏覽人數:588
1、開機前認真填寫設(shè)備日點檢表,根據生產計劃安排,做好擠出前(qián)準備工作;根據編織膠管編織管出(chū)烘房時,特別注意進(jìn)出的(de)時間不要弄錯(cuò),對照工藝是否可(kě)以擠出,準備膠芯時要先按要(yào)求檢測,避免用錯。
2、根據設計書結合(hé)實際編織管的狀況,進行選(xuǎn)擇適當的(de)芯(xīn)模、口模;待機器的
溫度升到所需要的溫度時,可以塞料擠出,開機時保持低速運轉,轉速小於10轉/分鍾,待膠料擠(jǐ)出均(jun1)勻正常時(shí),調至生產速度,檢查自由壁厚是否有變化,偏芯(xīn)等,誤(wù)差應小於0.1mm,測(cè)徑儀使用前必須校正,再設定參數;牽(qiān)引既不能太緊也不能太鬆,直接影響膠管(guǎn)的質量(liàng),導致膠管壓扁、尺(chǐ)寸大小不均勻;出長米管內外層時,水槽裏的水定期清理;加隔離劑應攪拌均勻,防止沉澱物影響(xiǎng)膠管表麵外觀。
3、擠出(chū)前,嚴禁設備帶病作業,檢(jiǎn)查真空泵、溫控、報警器、冷(lěng)卻水槽、隔離劑槽吹幹裝置是否正常,如果發現有異常響情況及時停(tíng)機,上報主管領導找機修人員維(wéi)修後再生產。
4、擠出過程中通常(cháng)會(huì)發生(shēng)以下問題:如,擠出不流暢、外觀有波浪型、印(yìn)線等,出現類似現象,首先檢查芯模與口模是否用錯,編織管烘幹時間是否用看錯。擠出(chū)時口模太小會造成擠出不流(liú)暢,尺寸(cùn)達不到要求,外(wài)觀不良等問題,芯模太大(dà),倒(dǎo)膠;對擠出造成困難,具體表現在有時自由壁厚很薄而膠管上(shàng)的壁厚正常,要檢查芯模是否用的太大,外膠太(tài)薄易破;因此芯模、口(kǒu)模配合很重要,擠出時發(fā)現壓力過大,應(yīng)檢查機頭各部(bù)位溫度是否偏差太大,擠出速度是否過快等。
5、應根據膠料硬度的不同調整溫度,並做好記錄,便於查找問題。溫度(dù)不宜太高,否則易焦燒,溫度太低則會(huì)造成壓(yā)力高,會(huì)有自動停機現象,當(dāng)膠料的切麵像海綿狀比(bǐ)較(jiào)疏鬆時,是因為機頭溫度不夠。膠管沾(zhān)水會有響聲,並且表麵會起小泡,是因為機頭溫度過高(gāo);硬芯擠出時,測(cè)徑儀、擠出機(jī)通芯模、支架輪要保持水平,否則(zé)給擠出造成不良現象,尺寸也不穩定。
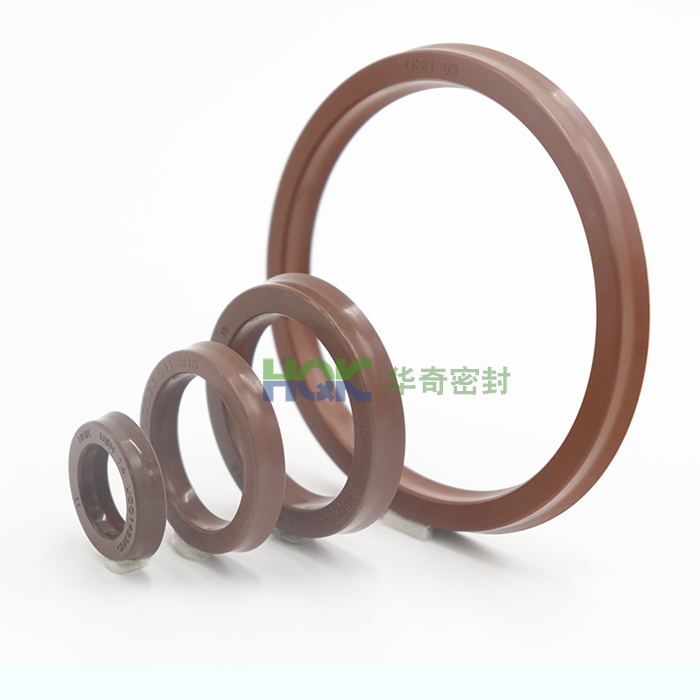
密封難題,就找花季传媒网站!花季传媒网站將每天為大家帶來矽橡膠製品行(háng)業的各類知識,歡迎您的關注。我們的(de)產品精準尺度杜絕問題,花季传媒网站密封件(jiàn)專精各類醫用矽橡膠製品,油封橡(xiàng)膠(jiāo)密封圈、氟(fú)膠(jiāo)密封圈、矽膠密封圈、橡膠密封圈、機械密封圈、盾構機密封圈(quān),護線圈等等機械密封件產品,也可個性定製哦,歡迎大家前來谘詢采購!密封圈定(dìng)製專線:18046903016。我們的產品精(jīng)準尺度杜絕問題,花季传媒网站密封件專精各類醫用矽橡(xiàng)膠製品,油封橡(xiàng)膠密封圈、氟膠密封圈、矽膠密(mì)封圈、橡膠密封圈、機械密封圈、盾構機密封圈,護線(xiàn)圈等等機械密封件產品,也可個性定製(zhì)哦,歡迎大家前來谘詢采購!密封(fēng)圈定製專(zhuān)線:18046903016。
上一篇: 硫化橡膠粉是什麽?花季传媒网站為您介紹
下一篇: 常用橡膠的壓延特點

 掃一掃添加微信
掃一掃添加微信